Automatic drum filler systems represent the cornerstone of modern industrial packaging, delivering precision, safety, and efficiency for high-volume operations. These advanced machines eliminate manual handling while achieving filling accuracies within ±0.1% of target weight. Whether processing hazardous chemicals, viscous lubricants, or food-grade liquids, automatic drum filling equipment transforms production throughput while ensuring regulatory compliance.
What Is an Automatic Drum Filler?
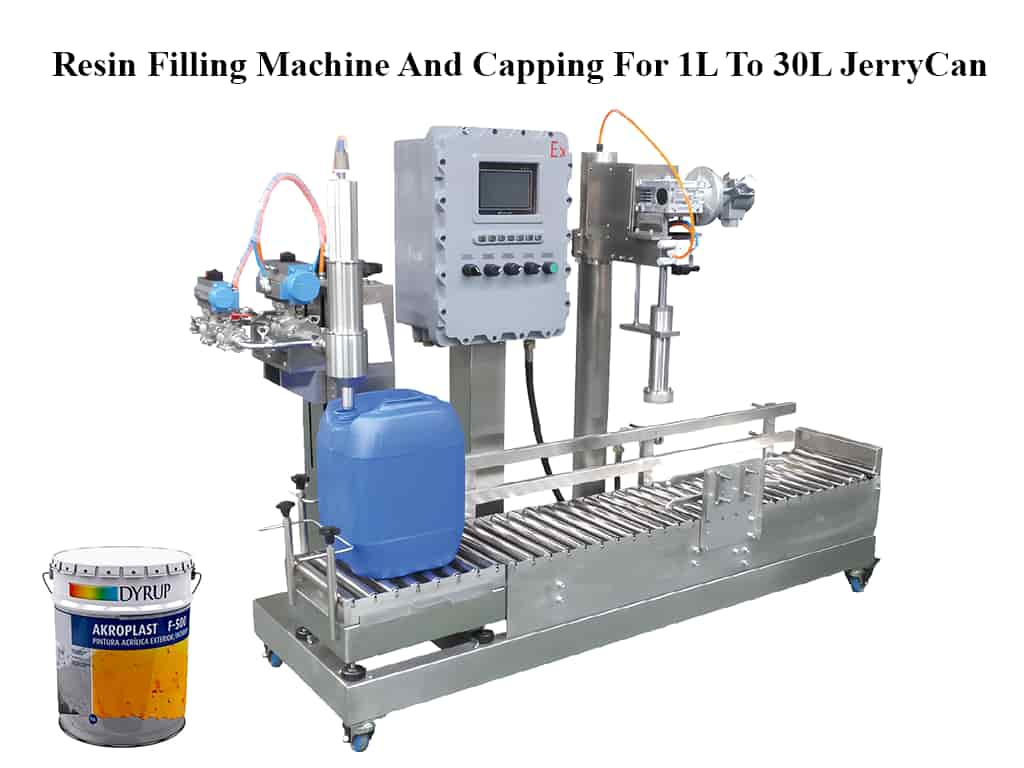
An automatic drum filler is a fully automated packaging system designed to transfer liquids, semi-solids, or viscous products into drums, barrels, or intermediate bulk containers without operator intervention. These systems integrate precision weighing technology, programmable logic controllers, and specialized pumping mechanisms to manage complete filling cycles—from container positioning to final capping.
Modern automatic drum filling machines process multiple containers simultaneously, with high-performance models filling up to 130 drums per hour depending on product characteristics and container size. Advanced systems automatically locate bung openings, adjust filling speeds dynamically, and integrate seamlessly with warehouse management systems for real-time production tracking.
Types of Drum Filling Equipment
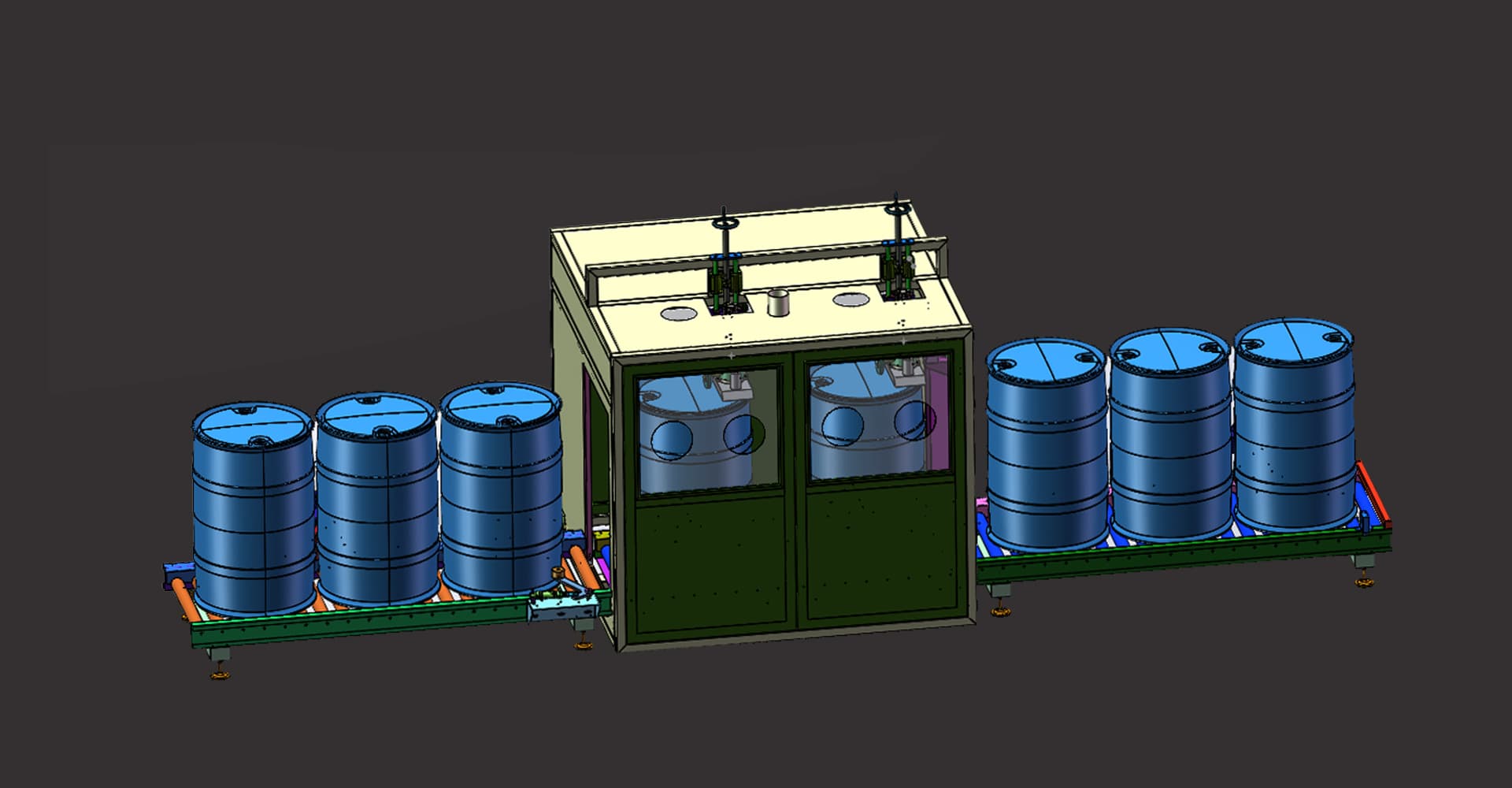
Fully Automatic Drum Filling Systems
Fully automatic drum filling machines represent the premium solution for continuous production environments. These systems feature:
- Multi-Station Configuration: Parallel processing capabilities with 2-6 filling stations
- Automatic Bung Location: Vision systems or mechanical sensors detect and align with drum openings
- Dynamic Flow Control: Two-stage filling with high-speed bulk delivery and precision topping
- Integrated Conveyors: Automated container transport from infeed to discharge
High-capacity automatic drum fillers achieve throughputs of 60-120 containers per hour for standard 55-gallon drums. Systems handling smaller containers (20-30 liter) can exceed 600 containers per hour for low-viscosity products.
Semi-Automatic Drum Filling Equipment
Semi-automatic drum filling equipment bridges the gap between manual operations and full automation. These systems require operator involvement for container positioning but automate the actual filling process. Typical configurations include:
- Mobile Units: Forklift-transportable systems for multi-location flexibility
- Fixed Station: Single-head fillers with conveyor integration
- Throughput: 10-65 drums per hour depending on operator efficiency and product viscosity
Semi-automatic systems offer lower capital investment while delivering precision weighing capabilities and consistent fill accuracy.
Drum and Tote Filling Machines
Drum and tote filling machines provide versatility for operations handling multiple container formats. These combination systems accommodate:
| Container Type | Capacity Range | Typical Application |
| Standard Drums | 20-55 gallons (75-220 liters) | Chemicals, oils, coatings |
| IBC Totes | 275-330 gallons (1,000-1,250 liters) | Bulk chemical distribution |
| Small Containers | 10-30 liters | Specialty chemicals, samples |
Combination drum filling systems maximize equipment utilization while minimizing capital expenditure for facilities with diverse packaging requirements.
Key Components of Automatic Drum Filling Systems
Precision Weighing Technology
Automatic drum fillers rely on advanced load cell technology for accurate measurement. Specifications include:
- Resolution: Up to 100,000 displayed divisions
- Accuracy: ±0.1% to ±0.2% of target weight
- Signal Processing: Digital filtering eliminates environmental vibrations
- Hazardous Area Ratings: Zone 2/22 and Division 2 approvals for flammable environments
High-speed analog-to-digital conversion (366+ Hz) ensures real-time weight feedback, enabling precise flow control throughout the filling cycle.
Pump and Flow Control Systems
Selecting appropriate pumping technology is critical for automatic drum filling machine performance:
Positive Displacement Pumps:
- Piston Pumps: ±0.5-1.5% accuracy, ideal for shear-sensitive emulsions
- Gear Pumps: Continuous flow for medium-to-high viscosity (±1% accuracy)
- Progressive Cavity Pumps: Handle particulates and viscosities up to 1,000,000 cP
Mass Flow Meters: ±0.25% accuracy with no moving parts, optimal for high-value products and CIP applications
Safety and Containment Features
Automatic drum filling equipment for hazardous materials incorporates multiple safety layers:
- Explosion-Proof Construction: Class I, Division 1 & 2 electrical components
- X-Purge/Z-Purge Systems: Pressurized enclosures preventing vapor ignition
- Fume Collection: Integrated exhaust systems maintaining air quality
- Spill Containment: Secondary containment vessels and drip trays
- Emergency Protocols: Safety PLCs with automatic shutdown capabilities
Applications for Automatic Drum Fillers
Chemical and Acid Filling
Chemical filling machines handle corrosive, flammable, and toxic materials requiring specialized construction:
- Wetted Materials: 316L stainless steel, PTFE, or Hastelloy for acid resistance
- Seals: Viton, Kalrez, or PTFE for chemical compatibility
- Certifications: ATEX, IECEx, UL for hazardous locations
- Applications: Acids, caustics, solvents, pesticides, bleach
Oil and Lubricant Filling
Engine oil filling machines and motor oil filling equipment demand exceptional accuracy for high-value products:
- Net Weight Filling: Precision measurement preventing costly overfilling
- Viscosity Handling: Temperature-controlled systems for heavy gear oils
- Clean Fill: Filtration and positive pressure environments preventing contamination
- Products: Engine oil, motor oil, lubricant oil, hydraulic fluids, edible oils
Paint and Coating Filling
Paint filling machines address volatile, viscous formulations:
- Explosion-Proof Design: ATEX certification for solvent-based products
- Viscosity Management: Heated systems for high-solids coatings
- Foam Control: Sub-surface filling nozzles preventing aeration
- Containers: Cans, pails, and drums from 1 quart to 55 gallons
Detergent and Cleaning Products
Liquid detergent filling machines handle foamy, viscous formulations:
- Anti-Foam Technology: Specialized nozzles minimizing foam generation
- Chemical Resistance: 316L stainless steel and polymer construction
- Multiple Formats: Bottles, jugs, and drums through quick-change tooling
- Products: Laundry detergent, dishwashing liquid, disinfectants, surfactants

Selecting the Right Automatic Drum Filler
Production Volume Requirements
| Operation Scale | System Type | Throughput | Investment Level |
| Low Volume | Manual/Semi-Automatic | 1-10 drums/hour | $ |
| Medium Volume | Semi-Automatic | 10-65 drums/hour | $$ |
| High Volume | Fully Automatic | 60-130 drums/hour | $$$ |
| Multi-Product | Flexible Automatic | 30-100 drums/hour | $$$ |
Product Characteristics
Viscosity Range:
- Low Viscosity (<100 cP): Gravity or time-pressure filling
- Medium Viscosity (100-10,000 cP): Gear or centrifugal pumps
- High Viscosity (>10,000 cP): Piston or progressive cavity pumps
- Shear-Sensitive: Low-shear pumping technology preventing degradation
Chemical Properties:
- Flammable: Explosion-proof construction, vapor recovery
- Corrosive: Premium materials (316L SS, PTFE, Hastelloy)
- Toxic: Containment systems, fume extraction, sealed filling
Container Specifications
Automatic drum fillers accommodate various container types:
- Steel Drums: Standard 55-gallon, corrosion-resistant coatings
- Plastic Drums: HDPE construction, UV-stabilized for outdoor storage
- IBC Totes: 275-330 gallon capacity, cage or composite designs
- Pails: 5-gallon open-head or tight-head configurations
Installation and Operational Considerations
Site Requirements
Foundation: Vibration-isolated mounting surfaces essential for precision weighing. Concrete pads or isolated steel frameworks prevent interference from nearby equipment.
Utilities:
- Electrical: 220V/50Hz, 380V/50-60Hz, or 480V depending on system size
- Compressed Air: 5-7 bar (0.5-0.8 MPa), dry and filtered
- Drainage: Floor drains or containment systems for cleaning operations
Environmental Controls:
- Temperature: Stable ambient conditions preventing product viscosity variations
- Humidity: Controlled environments protecting electrical components in corrosive areas
Regulatory Compliance
Automatic drum filling systems must comply with multiple standards:
- OSHA: 29 CFR 1910.1000 exposure limits, Process Safety Management
- DOT/UN: UN-rated containers (1A2/Y steel, 1H2/Y plastic) for hazardous materials
- NFPA: Standards 660, 668, 669 for combustible dust and explosion protection
- EPA: NESHAP and MACT standards for air emissions
Maintenance and Reliability
Preventive Maintenance
Automatic drum filling equipment requires scheduled maintenance for optimal performance:
- Daily: Visual inspection, cleaning of product contact surfaces
- Weekly: Lubrication of pneumatic components, seal inspection
- Monthly: Calibration verification, load cell testing
- Quarterly: Comprehensive system audit, software updates
Tool-Less Maintenance
Modern automatic drum fillers feature modular designs enabling rapid component replacement:
- Quick-Disconnect Fittings: Pump and lance removal without tools
- Slide-Out Conveyors: Easy access for cleaning and maintenance
- Modular Controls: Plug-and-play electrical components minimizing downtime
Market Trends and Innovations
Industry Developments
The automatic drum filler market continues evolving with technological advancements:
- Industry 4.0 Integration: Ethernet connectivity, remote diagnostics, predictive maintenance
- Sustainability Focus: Reduced product waste through improved accuracy, energy-efficient designs
- Modular Architecture: Standardized components enabling rapid reconfiguration
- Advanced Materials: Corrosion-resistant alloys and polymers extending equipment life
Future Capabilities
Emerging technologies for drum filling systems include:
- Machine Vision: Autonomous bung location and container inspection
- Collaborative Robotics: Assisted loading/unloading for flexible operations
- Cloud Connectivity: Real-time production monitoring and optimization
- Digital Twins: Virtual commissioning and process simulation
Conclusion
Automatic drum filler technology delivers transformative benefits for industrial packaging operations—enhancing throughput, ensuring accuracy, and maintaining safety in demanding environments. From basic semi-automatic systems to sophisticated multi-station configurations handling 120+ drums per hour, modern filling equipment addresses diverse applications across chemical, petroleum, food, and pharmaceutical industries.
By selecting equipment matched to specific production volumes, product characteristics, and regulatory requirements, manufacturers achieve substantial returns through reduced labor costs, minimized product giveaway, and enhanced operational safety. As technology advances, automatic drum filling machines will increasingly function as integrated components of smart manufacturing ecosystems, delivering the reliability and precision that industrial applications demand.